-
Спортивныйбарtide
ВедущийвмиремодыСпециальноепредложениеВзрывоопасныепродукты

-
Модныйтренд
Новыйпродукт
Глобальнаяпокупка
 Рекомендованоменеджероммагазина
Рекомендованоменеджероммагазина
меню
Ведущийвмиремоды
Специальноепредложение
Взрывоопасныепродукты
Глобальнаяпокупка
Рекомендованоменеджероммагазина
Trending Products


Гарантия подлинности Perfect Hui Clean концентрированное Aloe жидкое средство для стирки - обновленная упаковка, оригинальный товар из официальных магазинов
¥55.00

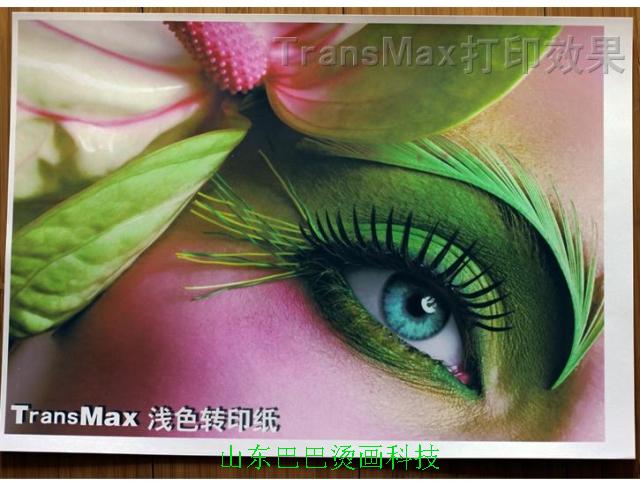
Термотрансферная бумага новые расходные материалы TransMax корона для одежды футболок DIY печать светлая бумага A4 дышащая
¥2.00


Прозрачный пластиковый органайзер Luxianzi с несколькими отделениями для электронных компонентов и мелких винтов
¥5.26
¥6.50

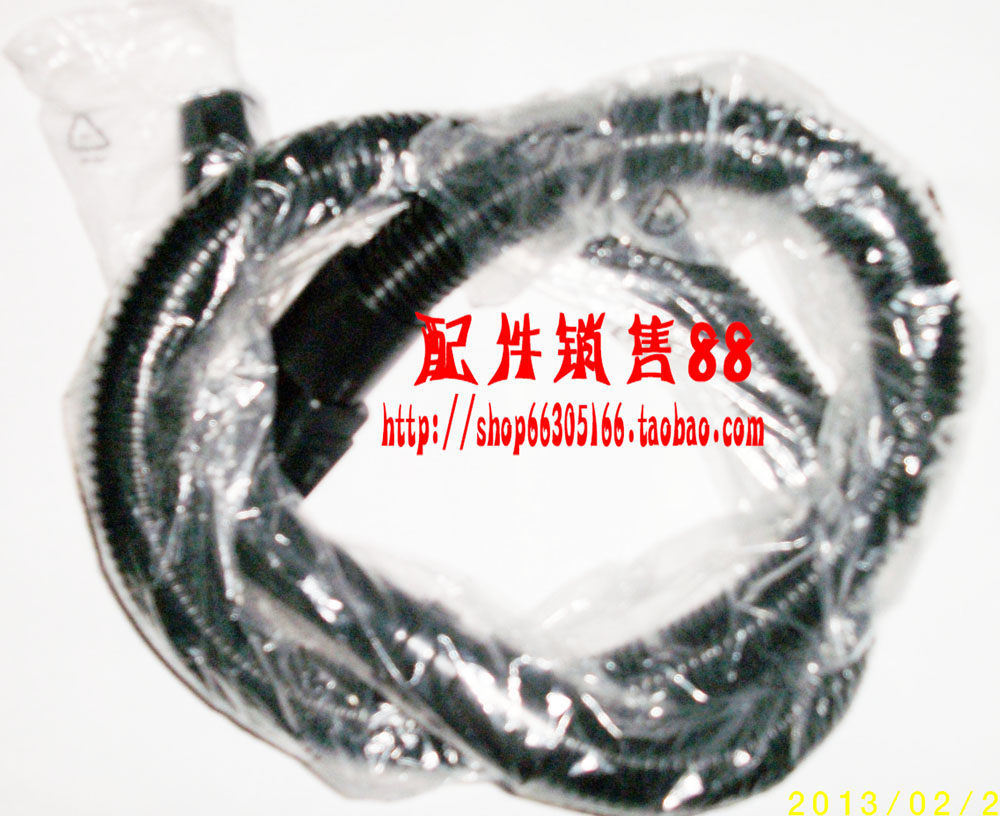
Аксессуары для пылесоса Sharp EC-831EC-821 731, включая соединитель корпуса, изогнутую трубку, шланг и щетку для штор
¥118.00

18-дюймовый алюминиевый шар в форме сердца для свадеб, предложений руки и сердца, дней рождения и праздничного декора
¥0.58
¥1.10